




Share on





1 Piece
$22,000Product information
High-quality Superior X-ray Inspection Scanner for Food and Beverage Industry supplied by Dongguan Viking Technology Co., Ltd.. Bulk wholesale pricing is $22,000 per Piece with a minimum order of 1 Piece. Inquiry for latest prices.
0~40°C
1000
1178mm(L)*1051mm(W)*1854mm(H)
17-Inch Full-Color Touch Screen, Shiwei (China)
220V 50Hz
30~90%, No Frosting
9022199090
Audible Alarm
0~40°C
1000
1178mm(L)*1051mm(W)*1854mm(H)
17-Inch Full-Color Touch Screen, Shiwei (China)
220V 50Hz
30~90%, No Frosting
9022199090
Audible Alarm
CE
Ceramic Ball 1.0 mm
China
Customized
FOB, CIF, CFR, EXW
Glass Ball 1.0 mm
Image Save/Print/Analysis
Industrial Air Conditioning for Automatic Temperat
Industrial High-definition X-ray Detector
LAN Port, USB Port
LC, T/T, D/P, PayPal, Western Union, Small-amount payment
Non Portable
Security Check, Industrial
Shenzhen Port, Guangzhou Port
Stainless Steel Ball 0.4 mm
Touch Screen Operation
VNX3019
Viking
Vjx Ixs100 150W 80kv, Vj (United States), Single
Whole Machine
Windows 11
Wooden Box
China
Not specified
Not specified
2018-10-10
Not specified
6
LC, T/T, D/P, PayPal, Western Union, Small-amount payment
FOB, CIF, CFR, EXW
Shenzhen Port, Guangzhou Port
CE
**Superior X-ray Inspection Scanner for the Food and Beverage Industry | Unmatched Contaminant Detection, Quality Assurance, and Operational Excellence**
Elevate your food safety and production integrity to the highest standard with our Superior X-ray Inspection Scanner. Engineered as the definitive solution for modern food and beverage manufacturers, this system delivers unprecedented levels of detection accuracy, operational intelligence, and process control. More than a scanner, it is an integrated quality command center designed to protect your brand, optimize your line, and ensure every product meets the most rigorous global safety standards.
**The Gold Standard in Detection Technology**
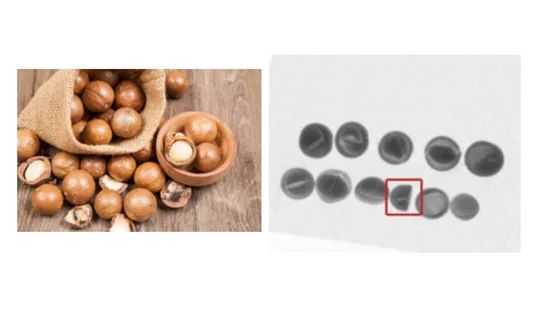
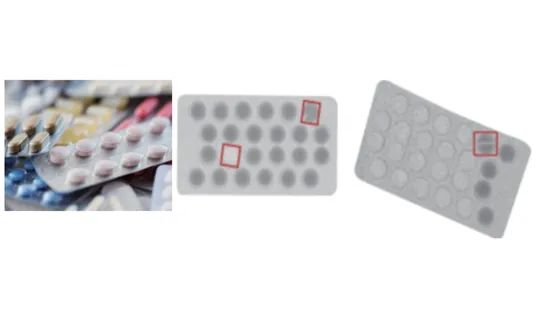
In an industry where zero tolerance for contaminants is non-negotiable, our scanner sets a new benchmark. Leveraging **ultra-high-resolution dual-energy imaging** and **deep-learning algorithms**, it achieves exceptional sensitivity to foreign objects while dramatically reducing false rejects. It reliably identifies the smallest and most challenging contaminants that threaten consumer safety and brand equity.
* **Comprehensive Contaminant Detection:** Metal (ferrous, non-ferrous, stainless steel), glass, mineral stone, ceramic, calcified bone, dense plastics, and rubber compounds.
* **Unrivaled Sensitivity:** Capable of detecting anomalies as minute as **0.3 mm**, calibrated for your specific product density and packaging.
* **Penetrates Complex Packaging:** Effectively inspects products in **metalized film, aluminum trays, foil-lined bags, and glass containers**, overcoming the limitations of traditional inspection methods.
**Beyond Safety: A Holistic Quality Management Platform**
Our system transforms inspection from a passive checkpoint into an active quality management tool, providing multi-layered insights that drive continuous improvement.
* **Precision Mass Control:** In-line check-weighing monitors fill levels, caps, and portion control, minimizing product giveaway and ensuring compliance with net content regulations.
* **Product Integrity Verification:** Detects missing or broken components (e.g., a missing cookie in a pack, broken pretzel), voids, clumping, and seal defects.
* **Complete Composition Analysis:** Validates count, shape, and arrangement of items within multi-component packages (e.g., ready meals, snack assortments).
**Engineered for Uncompromising Performance and Uptime**
* **Industrial-Strength Durability:** Featuring a fully stainless-steel (316L grade) housing with IP69K washdown certification, built for 24/7 operation in the most demanding environments.
* **Intelligent, Self-Optimizing Software:** An AI-powered interface that learns from your production line, suggests optimization, stores unlimited product recipes, and offers one-touch changeover.
* **High-Speed, High-Throughput Design:** Processes products at line speeds exceeding **140 meters per minute** without sacrificing inspection integrity, keeping pace with your most ambitious output targets.
* **Seamless Smart Factory Integration:** Equipped with Industry 4.0 capabilities: OPC UA, Ethernet/IP, and cloud connectivity for real-time data export to MES/ERP systems, enabling predictive analytics and centralized quality monitoring.
**Actionable Intelligence for Strategic Decision-Making**
The system provides not just data, but actionable business intelligence:
* **Real-Time SPC Dashboards:** Monitor key performance indicators (KPIs) like reject rates, average weight, and defect trends on a live dashboard.
* **Tamper-Proof Audit Trail:** Automatically generates and stores comprehensive logs-including contaminant images-for full traceability, simplifying compliance with **FDA FSMA, BRCGS (Issue 9), SQF, IFS, and retailer-specific protocols**.
* **Preventive Maintenance Alerts:** Predictive diagnostics notify managers of maintenance needs before they cause unplanned downtime.
**Universal Application Across the Food & Beverage Spectrum**
This versatile system is the superior choice for virtually every category:
* **Packaged Goods:** Snacks, confectionery, bakery, frozen foods, ready meals, dairy (yogurt, cheese).
* **Liquid & Viscous Products:** Bottled beverages, sauces, soups, dairy creams, baby food in pouches.
* **Fresh & Processed Protein:** Poultry, meat, seafood-detecting bone fragments and foreign materials.
* **Fruits & Vegetables:** Bulk or packaged produce, detecting internal defects, pits, and foreign objects.
**Driving Measurable Business Value**
1. **Total Risk Mitigation:** Virtually eliminate the catastrophic costs and brand damage of product recalls.
2. **Maximized Operational ROI:** Reduce product giveaway, lower false reject rates, decrease labor costs, and prevent equipment damage from contaminants.
3. **Enhanced Brand Premium:** Certify and market a superior level of safety and quality, strengthening relationships with retailers and consumers.
4. **Future-Proof Compliance:** Stay ahead of evolving global food safety regulations with easily updatable software and robust documentation.
**Why Our Scanner is the Superior Choice**
We don't just sell hardware; we deliver a partnership. Our offer includes:
* **Performance Validation Guarantee:** We test your products and provide a written sensitivity guarantee.
* **Custom Engineering:** Solutions tailored to your unique production line layout and challenge.
* **Global Lifecycle Support:** From installation and validation to remote monitoring and spare parts, ensuring maximum return on your investment.
**Demand Superior Performance. Request Your Proof of Concept.**
We invite you to experience the difference true superiority makes. Send us your most challenging products for a **free, comprehensive performance evaluation**.
**Contact us today to schedule your lab test and receive a detailed proposal. Transform your inspection process from a cost center into a strategic asset.**
**Keywords:** Superior X-ray Food Scanner, Advanced Food Inspection System, Beverage Contaminant Detection, High-Sensitivity X-ray Machine, AI-Powered Food Safety, Quality Assurance Scanner, Foreign Object Detection, In-line Check-weighing, Metalized Package Inspection, FDA FSMA Compliance, BRCGS Inspection Equipment, Smart Factory Integration, Industrial Food Scanner, China X-ray Manufacturer, OEM Inspection Solution.
| Model | VNX3019 | |
| Best Empty Machine Detection Accuracy | Stainless steel ball: Φ 0.4mm Glass ball: Φ1.0 mm; Ceramic ball: Φ 1.0 mm |
|
| Detecting objectsize | DetectingMaxheight. | 130 mm |
| DetectingMaxwidth. | 300 mm | |
| Conveyor Device Parameters | Conveyor belt speed | 20~70 m/min |
| Conveyor belt width | 300 mm | |
| Max height of the conveyor window | 190 mm | |
| Max load of the conveyor device | 20KG | |
| X-ray Source | VJX IXS100 150W 80kV, VJ (United States), single light source | |
| Detector | DT X-Scan C 0.4 mm, DT (Finland), single detector | |
| Display | 17-inch full-color touch screen, Shiwei (China) | |
| Host | Dell (USA) | |
| Operating System | Windows 11 | |
| Operation Method | Touch screen operation | |
| Supported Data Interfaces | LAN port, USB port | |
| Product Management | Complete product log | |
| Parameter Adjustment | Self-learning/Manual learning options available | |
| Image Management | Image save/print/analysis | |
| Power Supply | AC 220V, 1.2KVA,50/60Hz | |
| Belt Motor | Delta servo motor, Taiwan, China | |
| Overall Equipment Size | L*W*H:1178*1051*1854 mm | |
| Cleaning Method | Easy to clean | |
| Temperature Control | Industrial air conditioning for automatic temperature control | |
| Environmental Temperature | 0~40°C | |
| Environmental Humidity | 30~90%, no frosting | |
| X-ray Leakage | < 1µSv/ h | |
| Overall Material | 304 stainless steel | |
| Protection Level | IP65 | |
| Conveying Weight | 10KG | |
| Protection Method | Removable protective curtain/protective cover | |
| Belt Direction | from left to right/Optional from right to left | |
| Ejection Mechanism (Optional) | Paddle/pusher/flipper/blow-off | |








Supplier Review
Summary by Vivian
TRUST STARS
4.0/5
0 Reviews
Company Verification
0/4
Profile Completeness
67%
Avg. Product Score
0/5
Responsiveness
0%
Certification
CE
You can contact verified China supplier Dongguan Viking Technology Co., Ltd. through platforms like Freshdi.com to purchase Superior X-ray Inspection Scanner for Food and Beverage Industry. For direct inquiries, please contact Mr. Bill Wang, the company’s representative. The supplier has a 4.0-star rating on Freshdi and has verified. You’ll receive product details, pricing, and shipping terms directly from supplier.
For Superior X-ray Inspection Scanner for Food and Beverage Industry, Dongguan Viking Technology Co., Ltd. accepts LC, T/T, D/P, PayPal, Western Union, Small-amount payment as the preferred payment method, the trade term is FOB, CIF, CFR, EXW, and shipments are typically arranged from port Shenzhen Port, Guangzhou Port, ensuring secure and timely international delivery.
The supplier Dongguan Viking Technology Co., Ltd. offers Superior X-ray Inspection Scanner for Food and Beverage Industry at negotiation.
Superior X-ray Inspection Scanner for Food and Beverage Industry is sourced from China and meets international export standards. Key specifications include: Empty Machine Detection Accuracy: Stainless Steel Ball 0.4 mm, Transport Package: Wooden Box, Form: Whole Machine, Type: Industrial High-definition X-ray Detector, Trademark: Viking, Power Supply: 220V 50Hz, Trade Term: FOB, CIF, CFR, EXW, Payment Term: LC, T/T, D/P, PayPal, Western Union, Small-amount payment
You are viewing details for Superior X-ray Inspection Scanner for Food and Beverage Industry. The information provided here is either posted directly by the supplier, who is responsible for its accuracy, or collected by Freshdi AI from publicly available sources. Freshdi strives to make product information as useful and reliable as possible, but we do not guarantee complete accuracy. If you notice any incorrect or misleading details, please use the Report Product option so our team can review and address it quickly.

$22,000
/ Piece
Min. order: 1 Piece
Mr. Bill Wang
Year Established: 2018-10-10
Visit Store
